
Industrial valves are essential components when it comes to managing the flow of liquids, gases, or slurries in pipelines. From water treatment plants and oil refineries to food manufacturing and pharmaceutical production, these mechanical devices are vital in maintaining safety, efficiency, and productivity across countless industries.
In this article, we’ll explore what industrial valves are, the different types available, and why they matter more than you might think.
What Is an Industrial Valve?
An industrial valve is a mechanical device used to start, stop, or regulate the flow of a substance—typically fluids or gases—within a pipeline or system. Valves operate by opening, closing, or partially obstructing passageways and can be controlled manually, electrically, pneumatically, or hydraulically.
They can be built to withstand high pressures, extreme temperatures, and corrosive materials, making them suitable for harsh working environments, but also commonly used in heating systems, such as in a hospital.
Common Types of Industrial Valves
There are several types of industrial valves, each designed for specific functions:

Ball Valves: Known for their durability and tight sealing, these use a rotating ball with a hole to control flow. They’re ideal for quick shut-off.

Gate Valves: These control flow by lifting or lowering a gate and are typically used in on/off applications rather than flow regulation.

Globe Valves: Designed for isolation and throttling, these valves are used when the flow rate needs to be adjusted with precision.

Butterfly Valves: Lightweight and compact, they offer efficient Flow control in large pipe systems.

Check Valves: These allow flow in one direction only and prevent backflow, which is crucial in many process systems.

Pressure Relief Valves: These automatically release pressure when it gets too high, protecting equipment and personnel.
Why Industrial Valves Matter
Industrial valves may seem insignificant, but their impact is very significant:

Safety
Valves help maintain safe working conditions by controlling pressure, preventing leaks, and stopping dangerous backflows. A malfunctioning valve can lead to severe consequences in critical industries like oil and gas.

System Efficiency
Isolation valves allow systems to be locked down during planned and emergency shutdowns. In conjunction with correct valve selection for the manufacturing process, this results in less downtime and an increase in optimal flow, leading to energy savings and improved system performance.

Product Quality
In food, pharmaceutical, and chemical industries, valves help maintain sanitary conditions and consistent flow rates, which directly affect product quality and compliance.

Environmental Protection
Valves help maintain safe working conditions by controlling pressure, preventing leaks, and stopping dangerous backflows. Consequently, a malfunctioning valve can lead to severe consequences in critical industries like oil and gas.
Choosing the Right Valve
Choosing the correct valve depends on several factors:
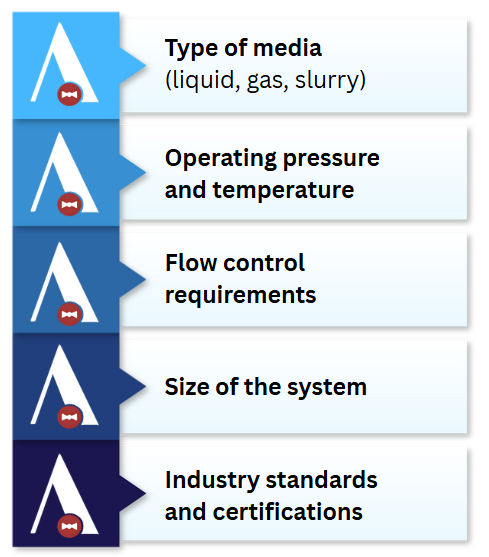
Working with a trusted supplier can help you select valves that are durable, compliant, and cost-effective for your specific application.
Experience You Can Trust
At Arran Pipeline Supplies, we’ve spent decades supplying industrial valves to businesses across the UK. Whether you need robust gate valves for heavy-duty applications or, alternatively, hygienic valves for food processing, our team is here to help. We combine product knowledge with real-world experience to recommend the best solution every time.
Final Thoughts
Industrial valves are more than just pipeline accessories; they are essential for the safe, efficient, and sustainable operation of modern infrastructure. From ensuring product quality to protecting the environment, the right valve makes all the difference.
Looking for expert advice on industrial valves?
Contact our team today or visit our valves product page to learn more.

Comments are closed